

Milling of the bar via CNC
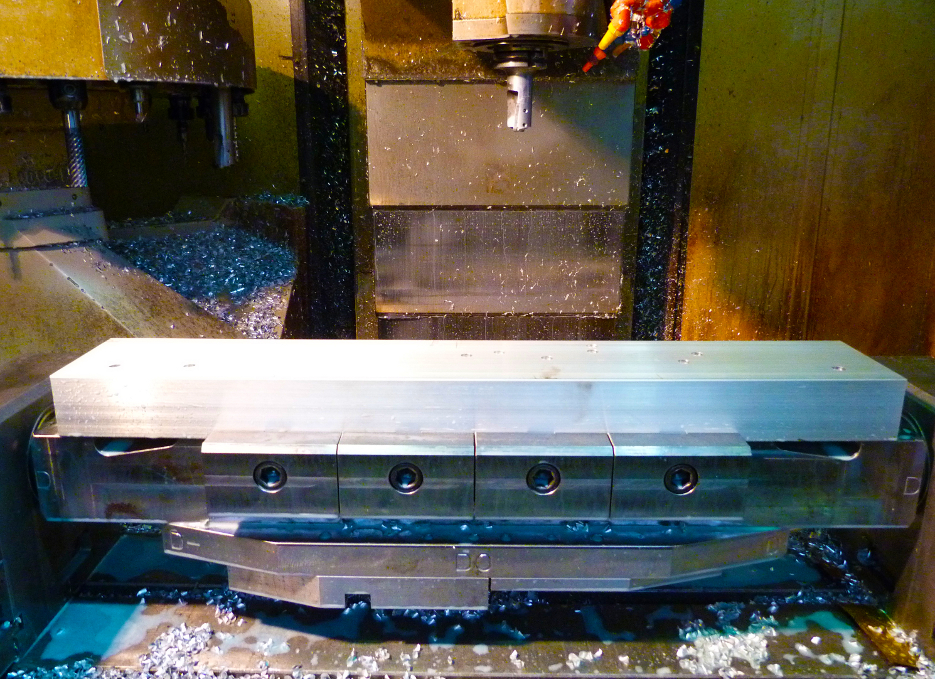
For the XM1 an unusually slow production timetable on machines was adopted in order to allow a highly accurate manufacturing of the workpiece. During this operation, very sophisticated and select tools are used such as, for example, rolling threading taps that, unlike traditional tools, produce threads in the frame for the compression of the material and without the removal of shavings. This allows obtaining a determined increase in the rigidity of the material, with consistent advantages of durability and reliability of the workpiece.




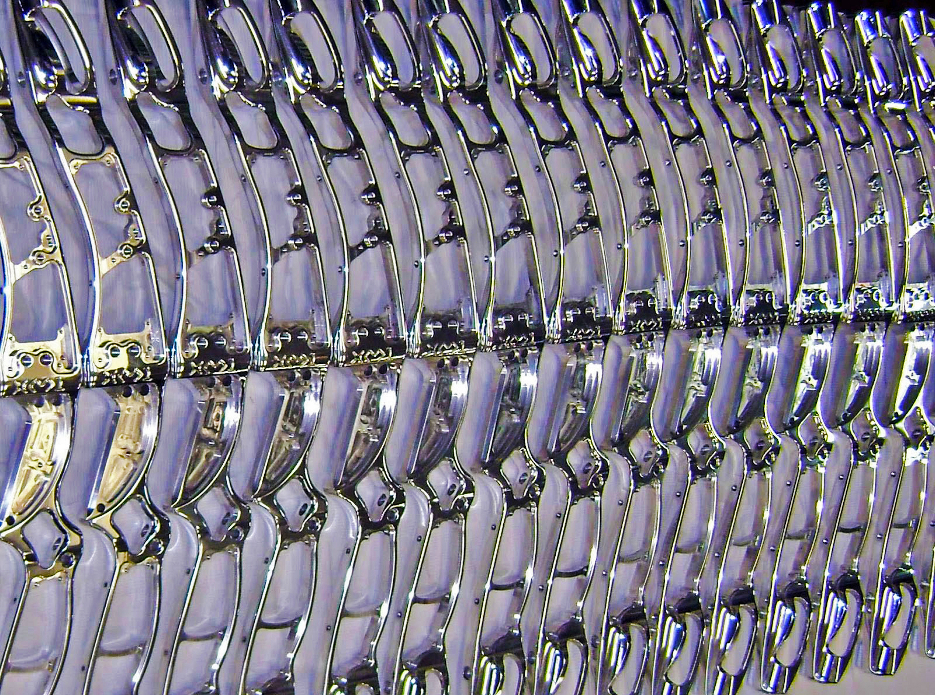
Polishing of the frame
This operation is carried out manually with the use of particular abrasive sheets that completely eliminate any micro residue of the previous machine milling.
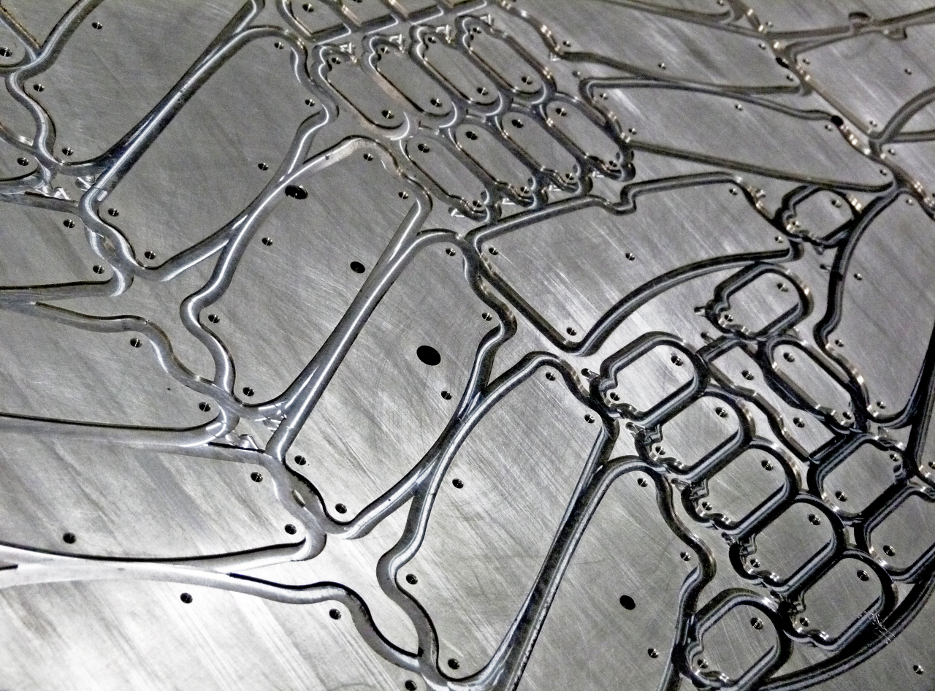
Milling of the carbon plates via CNC
The sheet of carbon used for the attainment of the plates is very thick (about 3 mm), of particular mechanical performance and with a natural semi-gloss surface finish. Once it is properly drilled and secured in the CNC machine, it is finely crafted with diamond cutters. The elements that are obtained with precise measurement (in hundredths) are then ready for the next forced insertion into the metal frame.

Anodizing of the frame
After the polishing phase, the aluminum frame is subjected to a process of thick anodic oxidation. In addition to giving it a color range, this treatment renders it completely unresponsive to atmospheric agents and oxidant type phenomena. Moreover, the surface material is further hardened, making it even more resistant to scratches.

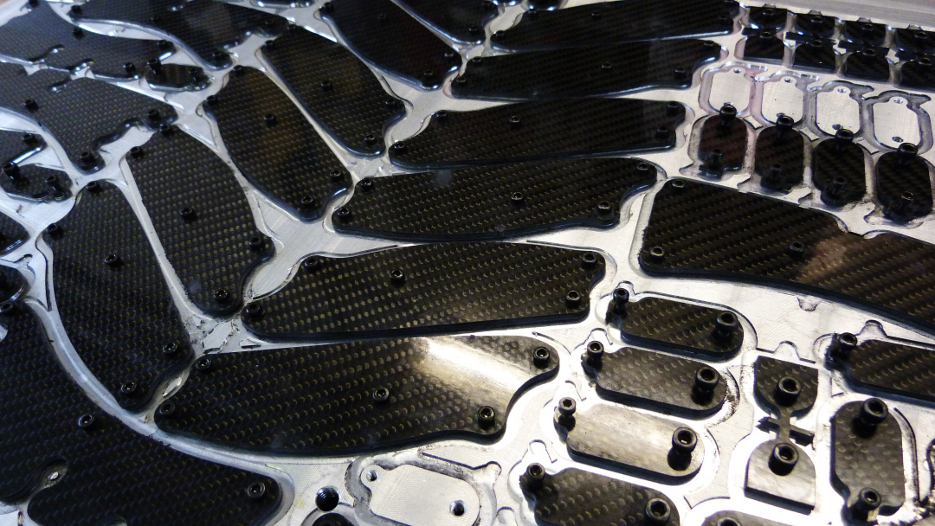
Bonding of carbon plates
After the colorization, the suitably protected frame is then re-introduced into the CNC machine where a bi-component epoxy structural adhesive is carefully applied to an area in order to ensure the best performance of material fusion between carbon and aluminum (in fact, an anodized layer would tend to invalidate the perfect success of the procedure). Once this phase is completed, the adhesive is applied followed by four carbon plates being conveniently pressed with 20 Torx screws, locked with torque wrenches. The last procedure is the removal of glue residue, which is carried out by a thorough cleaning of the workpiece with a specific carbon and hydrogen based solvent.
Production of the Grip
Manufactured directly on the Smartriser in Iroko wood or other species on a CNC machine, it is subjected to a manual sanding and paint work with two coats of primer of different colors according to the version.



Production of the nuts and bolts
All the supplied nuts and bolts in Ergal are self-produced in Smartriser on CNC machines, polished and anodized.
Final Assembly
After the production phases of the frame and technical accessories are complete, we proceed to the final assembly of the riser with protected keys. In this phase the hydraulic chambers are filled with technical fluids of high viscosity, and then appropriate control tests on its sealing properties are carried out. Each single operator is responsible for the entire assembly. Final quality control is done accordingly on all the items produced. At this point the riser is complete and ready for delivery.
